Schweißstromtabelle - Mittelwerte des Schweißstroms (A) bei unterschiedlichen Elektrodendurchmessern
Mittlere Schweißstromtabelle - Werte für Stabelektroden (E-Hand/MMA)
Erfahren Sie mit unserer Empfehlung der Schweißtromtabelle, wie man die besten Schweißergebnisse erzielt. Einer der häufigsten Unsicherheitsfaktoren beim Elektroden Schweißen (E-Hand/MMA) ist die Wahl der richtigen Stromstärke. Der benötigte Schweißstrom ist direkt abhängig vom Durchmesser der verwendeten Stabelektrode.
Als Faustregel gilt:
Ein größerer Elektrodendurchmesser erfordert einen höheren Schweißstrom (Ampere) für eine saubere und stabile Schmelze.
Die folgende Tabelle liefert Ihnen die empfohlenen Mittelwerte des Schweißstroms (A), die Sie als optimalen Ausgangspunkt für die Einstellung Ihres Elektroden Schweißgerätes verwenden können.
Die hier aufgeführten Werte dienen als Orientierungshilfe für das Elektroden-Schweißen.
Die tatsächlich benötigte Stromstärke kann je nach Elektrodentyp (z.B. rutil oder basisch), der Schweißposition (z.B. Überkopf oder Fallnaht) und der Materialdicke variieren. Moderne Schweißgeräte mit Arc Force-Funktion helfen dabei, den Lichtbogen auch bei feineren Anpassungen des Schweißstroms stabil zu halten.
| 1,6 mm | 20−40 A |
| 2,0 mm | 30−60 A |
| 2,5 mm | 50−90 A |
| 3,2 mm | 80−130 A |
| 4,0 mm | 120−180 A |
| 5,0 mm | 160−240 A |
| 6,0 mm | 230−320 A |
Wichtige Hinweise zur Stromwahl:
- Beachten Sie, dass diese Werte Richtlinien darstellen.
- Die exakte Einstellung variiert leicht in Abhängigkeit von:
- Elektrodentyp: Basische Elektroden benötigen oft eine etwas höhere Stromstärke als Rutil-Elektroden.
- Schweißposition: Schweißen in Zwangslagen (wie Überkopf) erfordert tendenziell eine niedrigere Stromstärke.
- Materialdicke: Sehr dünne Bleche verlangen weniger Ampere, um Durchbrennen zu vermeiden. Moderne Elektroden-Inverter gleichen Schwankungen im Lichtbogen automatisch aus. Achten Sie beim Kauf Ihres Gerätes auf Funktionen wie Arc Force, die Ihnen helfen, den Schweißprozess selbst bei kleinen Stromanpassungen stabil zu halten.
Wenn Sie Schweißgeräte oder Schweißelektroden benötigen, klicken sie auf den jeweiligen Button.


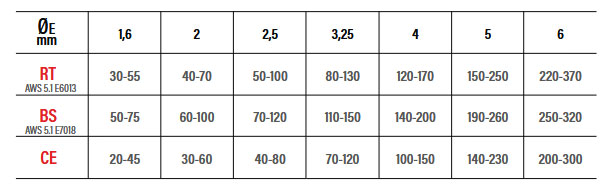
Telwin empfielt Mittelwerte nach Elektroden-Typ
Telwin gibt eine Empfehlung des Schweißstroms, je nach Elektroden-Typ. Für Rutile (RT), basische (BS) und Cellulose (CE) Stabelektroden.