Elektrodenschweißen Polung - Richtig anschließen für perfekte Schweißergebnisse
Elektrodenschweißen Polung
Die Polarität des Stroms ist beim Elektrodenschweißen (E-Hand) entscheidend für die Qualität der Schweißnaht. Jede Elektrode erfordert eine bestimmte Polung, die sich nach ihrer Umhüllung richtet. Eine falsche Polung kann die Stabilität des Lichtbogens beeinträchtigen, zu Spritzern führen und die Qualität der Schweißnaht negativ beeinflussen.
Die Bedeutung von Gleichstrom (DC) beim Elektrodenschweißen Polung
Gleichstrom (DC) ist heute die am häufigsten verwendete Stromart. Die Polung bestimmt, wie sich die Hitze des Lichtbogens auf Elektrode und Werkstück verteilt. Es gibt zwei Hauptmöglichkeiten:
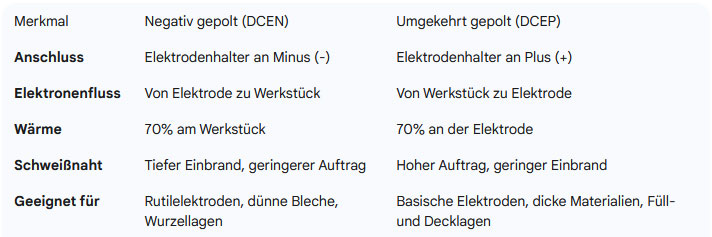
1. Negativ gepolter Anschluss (DCEN)
Anschluss: Der Elektrodenhalter wird an den Minuspol (-) angeschlossen, das Massekabel an den Pluspol (+).
Wärmeverteilung: 70% der Hitze konzentrieren sich auf das Werkstück. Nur 30% der Hitze wirken auf die Elektrode.
Auswirkung: Die hohe Hitze am Werkstück sorgt für eine tiefe Einbrandtiefe. Der Materialauftrag (Abschmelzleistung) ist geringer.
Anwendung: Diese Polung wird oft für das Schweißen von dünneren Blechen oder bei Wurzelschweißungen verwendet, da der Kerndraht langsamer abschmilzt.
Sie ist die bevorzugte Polung für Rutilelektroden.
2. Umgekehrt gepolter Anschluss (DCEP)
Anschluss: Der Elektrodenhalter wird an den Pluspol (+) angeschlossen, das Massekabel an den Minuspol (-).
Wärmeverteilung: 70% der Hitze konzentrieren sich auf die Elektrode. Nur 30% wirken auf das Werkstück.
Auswirkung: Die hohe Hitze an der Elektrode sorgt für eine hohe Abschmelzleistung. Das bedeutet, die Elektrode schmilzt schneller ab, was zu einem schnelleren Materialauftrag führt. Die Einbrandtiefe ist geringer als bei DCEN.
Anwendung: Diese Polung ist ideal für das Schweißen von dickeren Materialien oder für die Füll- und Decklagen, bei denen es auf einen schnellen und hohen Materialauftrag ankommt.
Sie ist die bevorzugte Polung für basische Stabelektroden.
Zusammenfassung: Der direkte Vergleich
Sind Sie auch auf der Suche nach einem passendem Schweißgerät? Dann schauen Sie sich unser

einmal an.